- Trapezoidal Machine
- Corrugated Machine
- Glazed Tile Machine
- Double Layer Machine
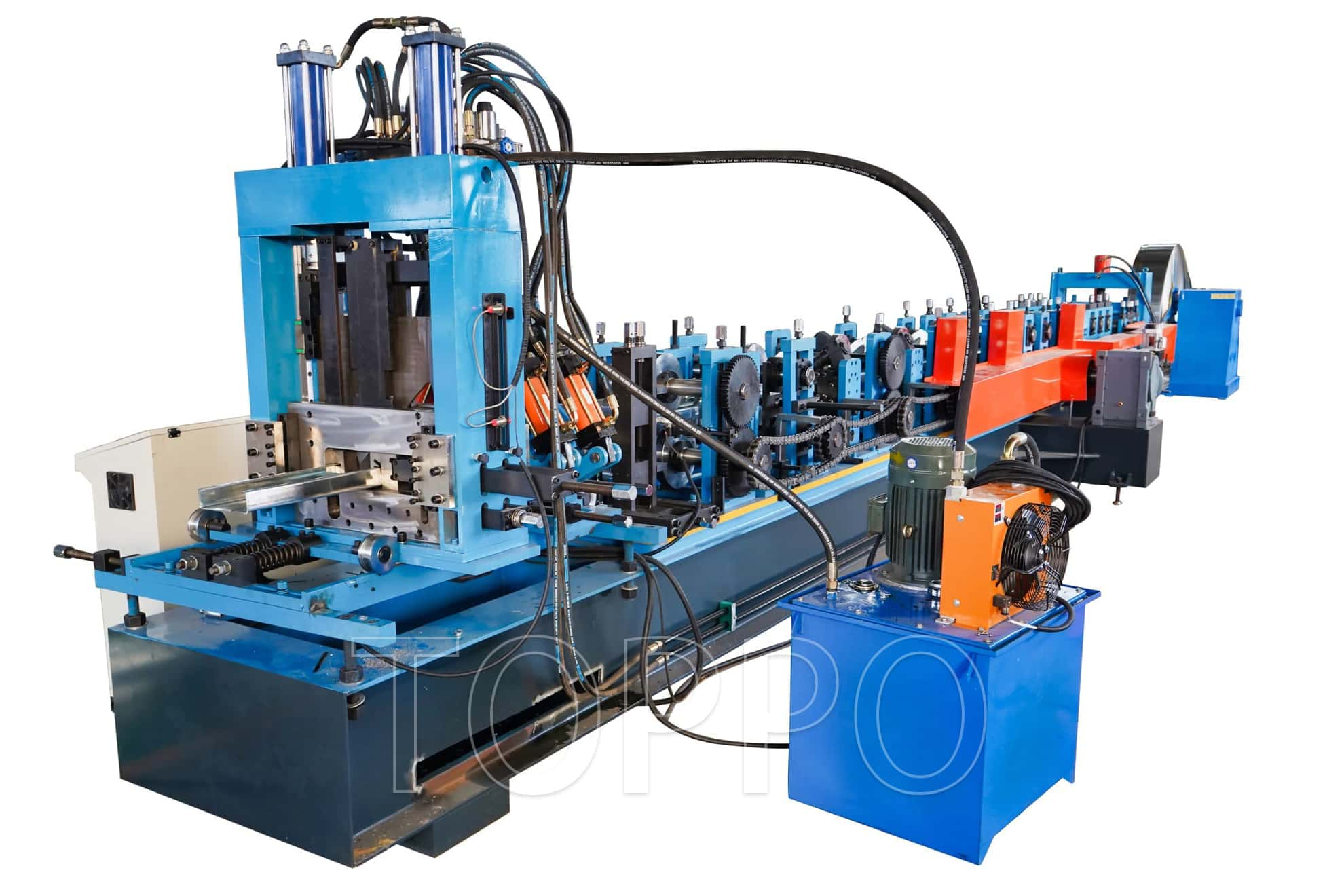
- CZU Purlin Machine
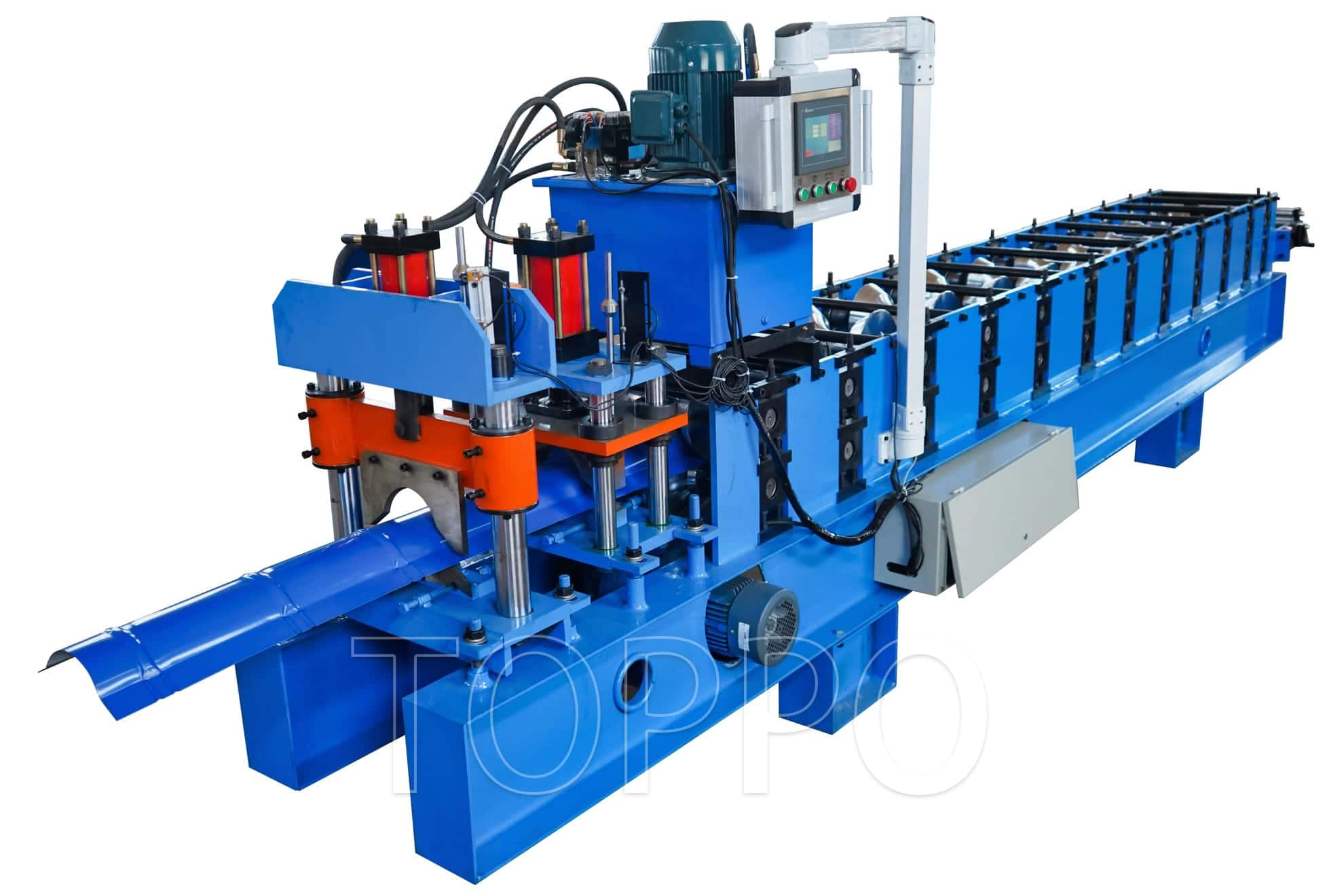
- Ridge Cap Machine
- Floor Decking Machine
- Rolling Door Machine
- Fence Machine
- Embossing Machine
- Standing Seam Machine
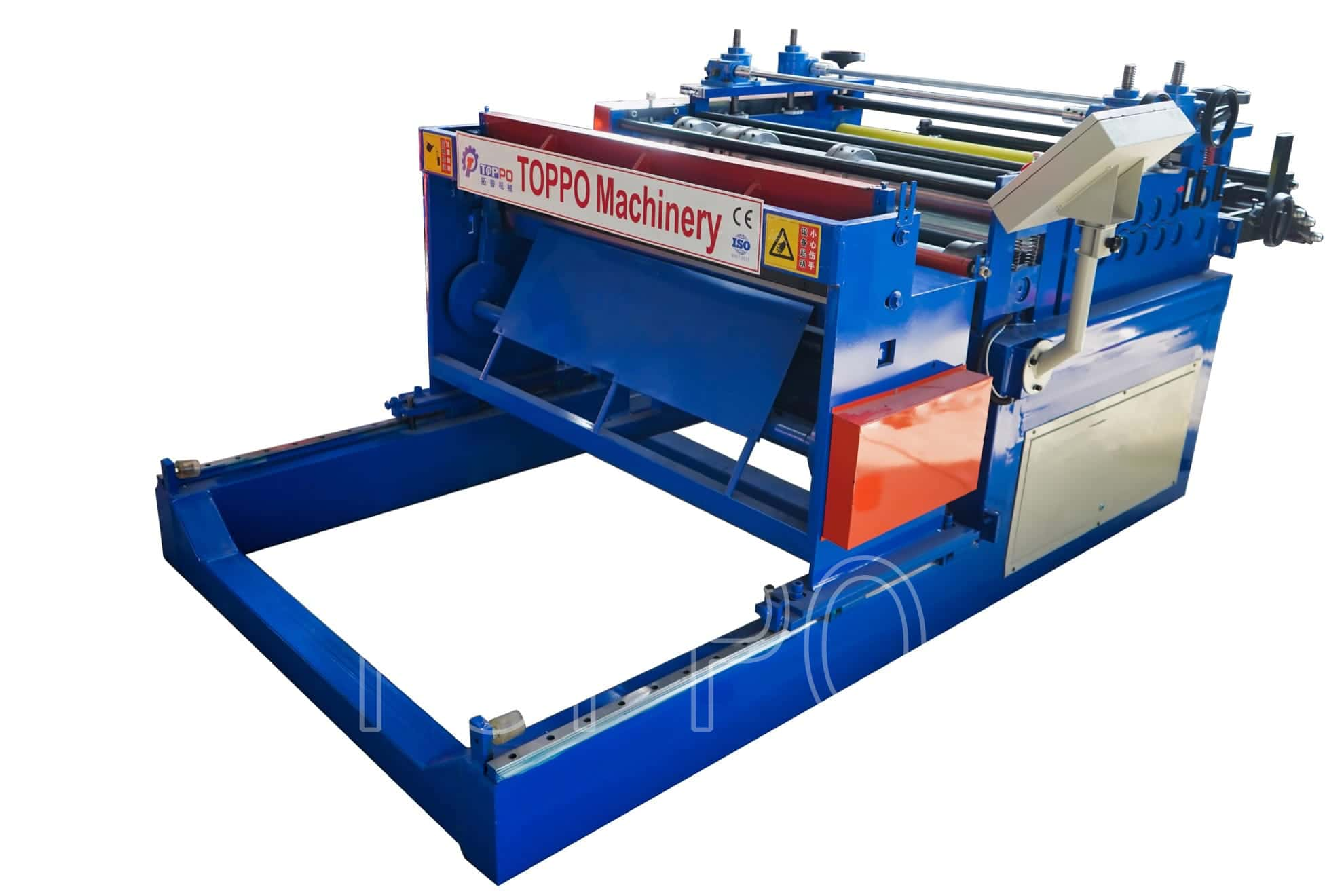
- Cut To Length And Slitting Line
- Guard Rail Machine
- Decoiler And Stacker
- Stud And Track Machine
- Gutter And DownPipe
- Curving Machine
- Cladding Panel Machine
- Corollary Equipment











Roll Forming Machine vs Conventional Fabrication: The Better Choice for Roofing Sheet Production
When manufacturers compare automated roll forming with older fabrication methods such as press-brake bending, segmented stamping, or manual batch forming, the most important question is not simply which option can make a panel. The real question is which process can deliver stable output, lower waste, repeatable profile accuracy, and predictable operating cost over time. For most industrial producers, the answer increasingly points to a roofing sheet making machine designed for continuous production rather than traditional stop-and-go processing.
A modern roofing sheet making machine is built to transform coil stock into finished roofing profiles through a continuous sequence of decoiling, feeding, leveling, roll forming, cutting, and discharge. This workflow reduces unnecessary handling between stations and supports consistent geometry over long production runs. Traditional methods may still be useful for very small custom jobs, but they often create bottlenecks when a factory needs speed, consistency, and scalable throughput.
Why Roll Forming Usually Wins
The first advantage is production continuity. Traditional fabrication methods frequently require repeated repositioning of the sheet, additional labor intervention, and separate handling steps. Each interruption increases the chance of dimensional variation and surface damage. By contrast, a continuous roll forming line keeps the sheet moving through matched forming stations, which improves repeatability and reduces manual error.
The second advantage is profile consistency. Roofing customers expect uniform rib height, accurate effective width, stable overlap geometry, and clean cutting edges. These outcomes are easier to achieve with a calibrated roofing sheet making machine because the forming path is controlled by roll tooling, line speed, and feeding accuracy. Consistency becomes even more critical when the product must fit installation systems on commercial buildings or industrial warehouses.
The third advantage is material efficiency. Traditional cutting and bending sequences can create more scrap, especially when setup quality varies between operators. A well-configured line can improve coil utilization and reduce rework. This matters even more when processing painted or coated materials, where every damaged sheet represents both metal loss and coating loss.
Another strong point is surface protection. A Color Coated sheet machine is especially valuable for manufacturers processing painted coil because stable feeding, proper roller finishing, and controlled forming pressure help protect decorative and anti-corrosion layers. With conventional methods, repeated contact, dragging, or poor alignment may scratch the surface and lower product value. In production environments where appearance matters as much as structural function, the Color Coated sheet machine offers a practical quality advantage.
Implementation Steps for a Better Roofing Sheet Line
Step 1: Define Product Requirements Clearly
Before buying equipment, identify the required panel type, material grade, thickness range, coil width, yield expectations, and daily output target. Confirm whether the line will focus on corrugated sheets, trapezoidal profiles, or multiple roof panel shapes. This planning stage determines motor sizing, roller station count, cutter configuration, and entry equipment design.
Step 2: Match the Line to the Material
Not all metal behaves the same way during forming. Galvanized steel, galvalume, and prepainted steel can respond differently to pressure, springback, and friction. If the factory mainly processes decorative or weather-resistant material, a PrePainted Color Coated Sheet metal cold roofing sheet making machine should be specified with special attention to roller surface finish, guiding accuracy, and scratch prevention. This is not a cosmetic detail; it directly affects sellable output.
Step 3: Build a Reliable Upstream and Downstream Flow
A roll forming line performs best when surrounding logistics are equally well planned. Coil loading, decoiler capacity, feeding stability, table support, finished-sheet stacking, and packaging all influence the true productivity of the system. Companies sometimes invest in the main machine but overlook discharge handling, causing jams, dents, and labor congestion.
Step 4: Calibrate Before Mass Production
Run trial coils, inspect profile dimensions, and compare actual output against the drawing. Check rib geometry, pitch, sheet length, diagonal tolerance, and cut precision. Fine-tune roll gaps, feeding speed, and cutter timing. For a PrePainted Color Coated Sheet metal cold roofing sheet making machine, inspection should also include coating marks, edge scratching, and film damage after forming.
Step 5: Train Operators and Maintenance Staff
Even advanced automation cannot compensate for poor operational discipline. Operators should understand safe coil loading, startup sequence, emergency stop response, lubrication routines, and inspection checkpoints. Maintenance personnel should track bearing condition, chain or gearbox wear, hydraulic pressure stability, and cutter sharpness.
Important Precautions During Production
First, never push speed beyond the profile and material limit. Higher speed may look attractive on paper, but unstable forming can distort ribs, damage coatings, and create downstream stacking problems. Second, maintain roller cleanliness. Dust, chips, or coating residue can mark the sheet surface quickly, especially on painted material. Third, monitor coil edge condition and entry alignment continuously. Poor alignment can propagate through the full line and produce cumulative profile defects.
Factories producing premium roofing panels should pay extra attention to equipment selection. A properly designed Color Coated sheet machine helps maintain coating appearance and reduces reject rates in visually exposed roofing projects. Likewise, a PrePainted Color Coated Sheet metal cold roofing sheet making machine should be operated with disciplined speed control, polished tooling, and stable support tables to preserve panel quality from entry to exit. When these controls are neglected, even a strong machine can underperform.
Final Evaluation
Traditional methods still have a place in repair work, prototyping, or very low-volume production. However, for factories aiming at repeatable commercial output, tighter quality control, and better production economics, roll forming is usually the superior choice. A continuous line reduces handling, improves dimensional consistency, protects material surface more effectively, and supports scalable growth. That is why more manufacturers now treat the roofing sheet making machine not as a simple fabrication tool but as a core production asset.
In practical terms, the better option for roofing sheet production is the method that combines speed, precision, low damage risk, and manageable operating cost. Under those criteria, a professionally configured roll forming system stands ahead of traditional fabrication in most industrial scenarios.
READ MORE: