Why Dual-Layer Roll Forming Technology Is Replacing Single-Line Production in Emerging Markets
In many developing countries, construction growth is accelerating due to government housing programs, infrastructure expansion, and rapid urbanization. Roofing sheet manufacturers must deliver multiple profile types while maintaining strict control over investment and operating costs. Traditional single-line production models often struggle with flexibility and efficiency. For this reason, more factories are investing in the double layer roofing sheet roll forming machine to meet diversified demand without doubling equipment expenses.
The transition from single-layer equipment to a double layer roofing sheet roll forming machine is typically driven by economic analysis and operational optimization. However, successful implementation requires precise planning, proper installation, and disciplined daily management. Below is a comprehensive guide outlining implementation procedures, precautions, error-prone steps, and real case examples.
1. Strategic Investment and Capacity Planning
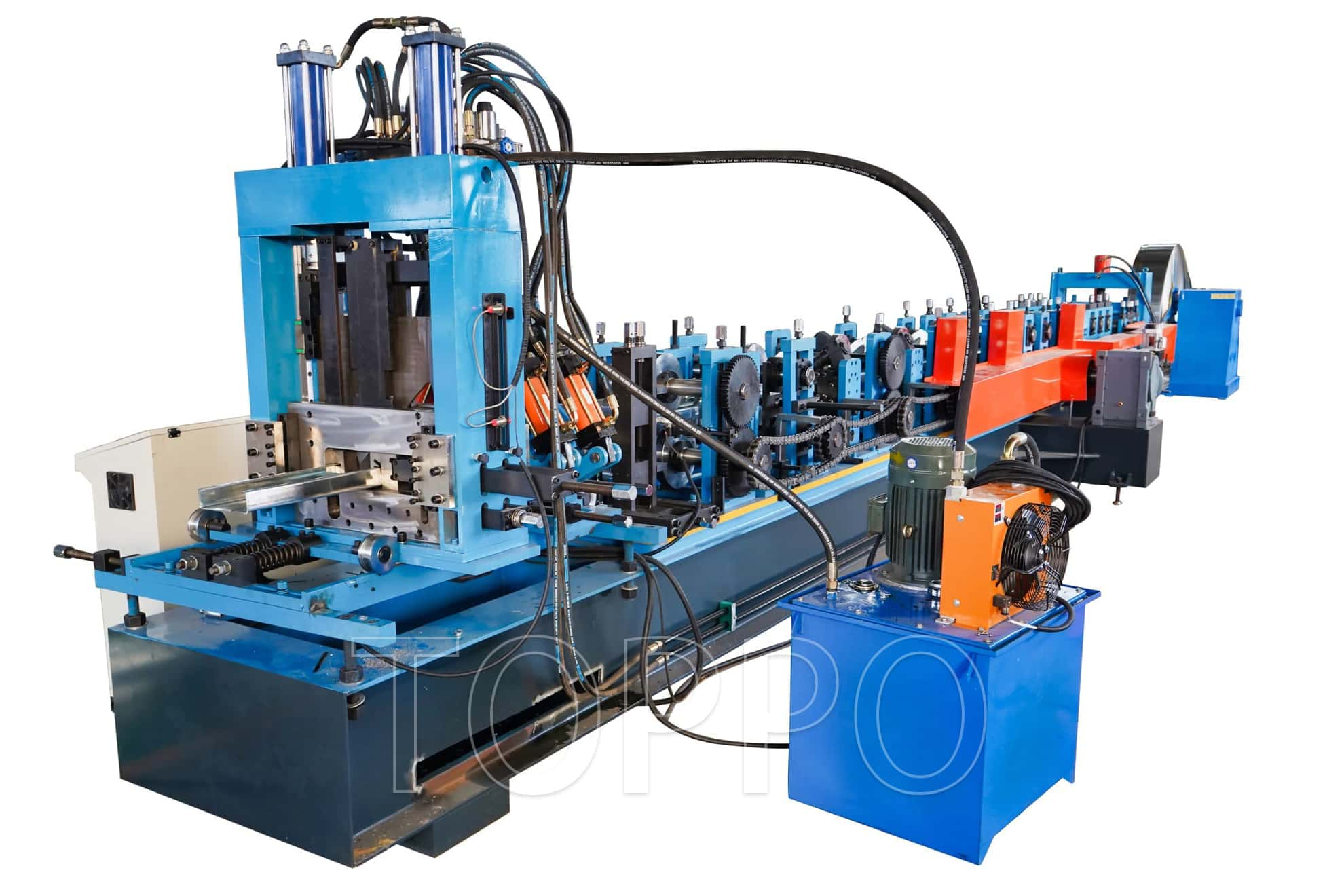
Purchasing two separate single-layer lines requires additional foundations, electrical systems, hydraulic stations, and operators. In developing regions where factory space and capital are limited, this significantly increases risk. A well-designed double layer roll forming machine integrates two independent forming systems into one structural frame.
Up to 35–40% reduction in floor space
Lower civil engineering and wiring costs
Reduced labor requirements per shift
Improved production scheduling flexibility
A properly configured double layer roll forming machine allows seamless switching between corrugated and trapezoidal profiles without replacing rollers or halting production for long periods.
Common mistake: Selecting equipment based only on purchase price. In emerging markets, voltage instability and long working hours demand hardened rollers, thicker shafts, and durable gearboxes to ensure reliability.
2. Step-by-Step Implementation Process
Step 1: Production Demand Evaluation
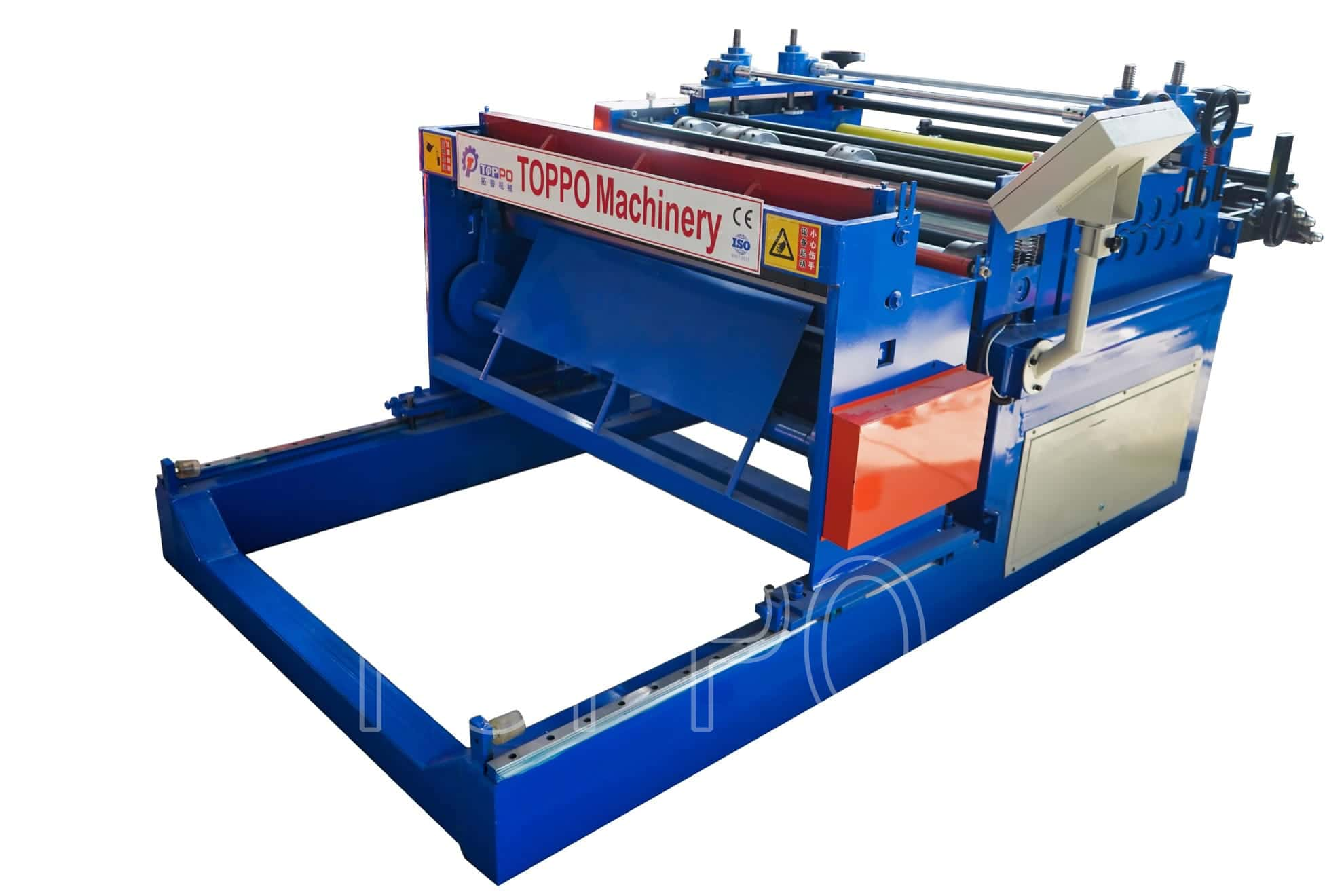
Manufacturers should calculate monthly output requirements, material thickness range (such as 0.3–0.6 mm GI or PPGI), and switching frequency. Accurate planning ensures that machine configuration matches actual demand.
Step 2: Foundation and Mechanical Alignment
The machine must be installed on reinforced concrete with precise leveling. Laser alignment tools are recommended to guarantee parallel alignment between upper and lower shafts.
During installation of a roof panel making machine, some technicians calibrate only the first layer intended for production. This often causes dimensional deviation when switching to the second layer. Both layers must be independently aligned and tested before formal production begins.
Tighten anchor bolts according to torque specifications
Check roller concentricity carefully
Test hydraulic cutting system under no-load conditions
Improper shaft alignment is one of the most common sources of uneven wave formation and premature wear.
Step 3: PLC Programming and Electrical Calibration
Automation accuracy directly affects cutting precision and material utilization. When commissioning the system, engineers should:
Set cutting tolerance within ±1 mm
Calibrate encoder pulse synchronization
Install voltage stabilizers where grid fluctuation is frequent
Test emergency stop and overload protection systems
Error-prone stage: Skipping dry-run simulation before feeding steel coils. Incorrect encoder settings can immediately lead to cutting deviation and scrap generation.
3. Operational Precautions and Best Practices
Material Feeding and Roller Adjustment
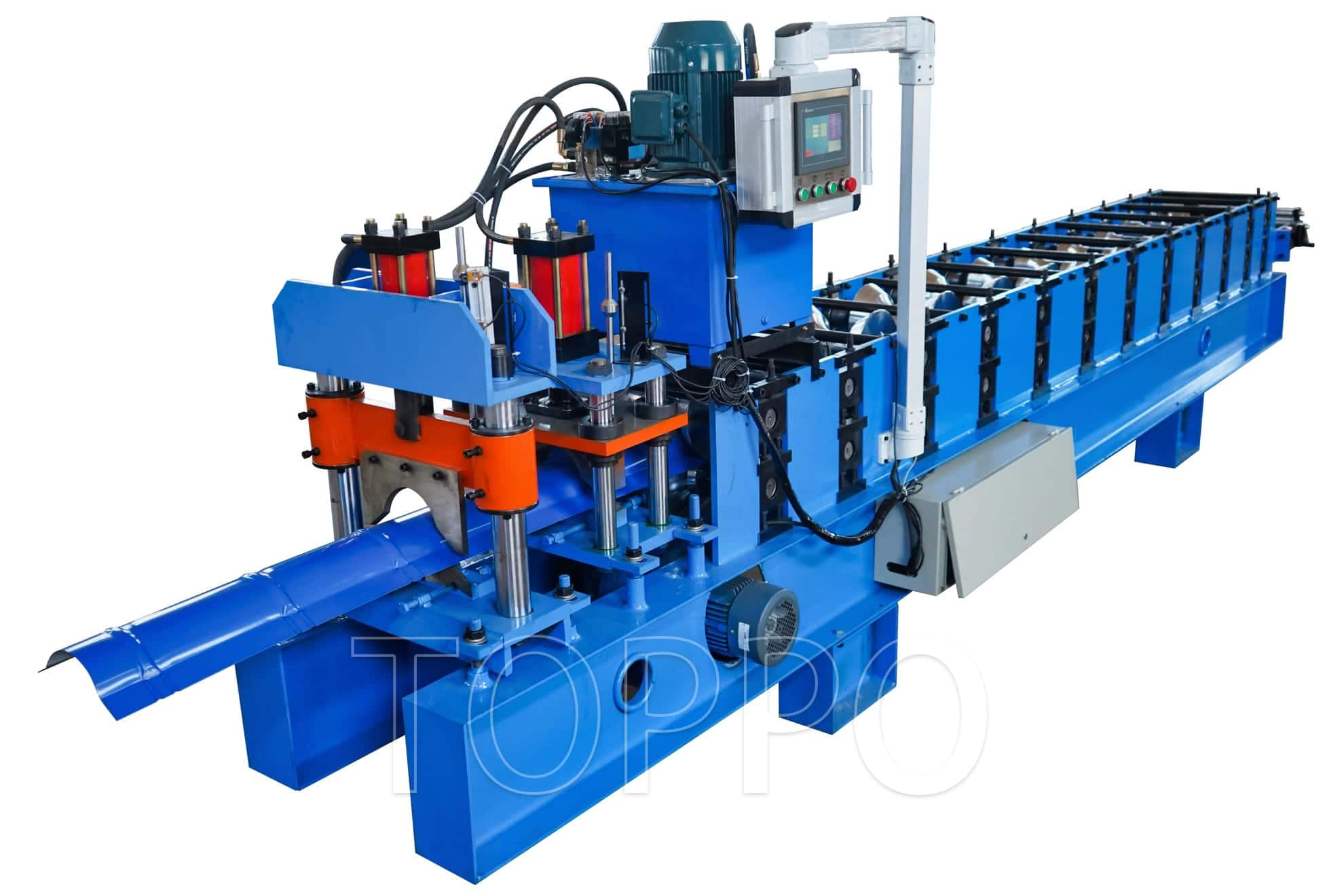
Stable feeding ensures symmetrical wave geometry and consistent surface finish. Roller gaps must match material thickness precisely. A properly adjusted roof panel making machine guarantees accurate profile depth and smooth cutting edges.
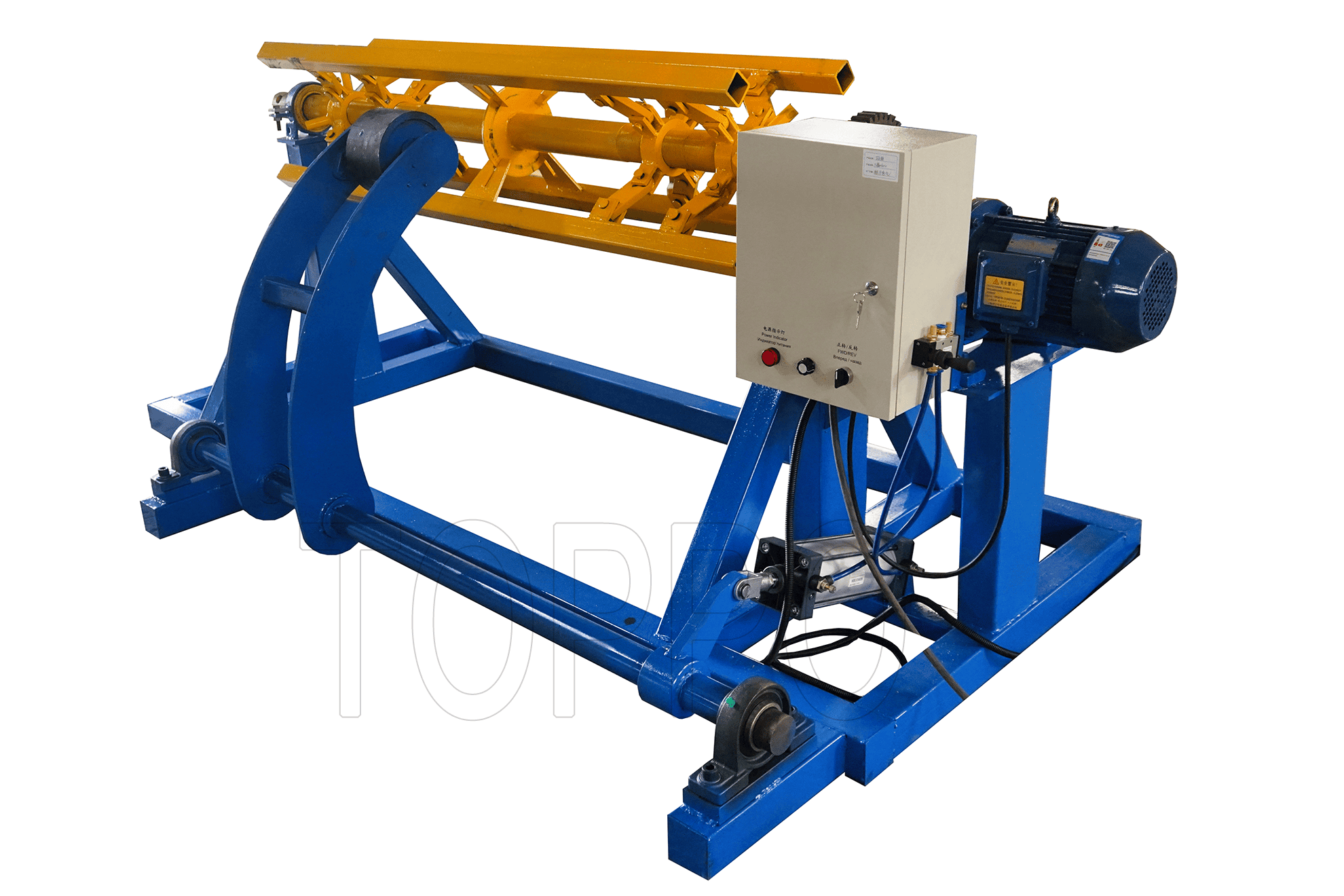
Inspect decoiler expansion tension before startup
Maintain consistent feeding speed
Lubricate bearings every 300 operating hours
Excessive roller pressure is a frequent mistake in developing factories and accelerates roller wear.
Profile Switching Control
The main advantage of the double layer roofing sheet roll forming machine lies in rapid profile conversion. However, improper switching procedures can cause downtime.
Stop material feeding completely before switching layers
Reset hydraulic pressure parameters
Reconfirm cutting length settings
Perform trial cutting before mass production
Factories implementing standardized switching checklists often reduce changeover time by more than 20%.
Real Case Study: Southeast Asian Roofing Manufacturer
A medium-sized factory replaced two single-layer lines with one integrated dual-profile system. After installing the double layer roofing sheet roll forming machine, the company reduced workshop space usage by 34% and lowered annual electricity costs by 18%.
The upgrade involved reinforced foundation preparation, PLC recalibration, and operator training. Within six months, production efficiency increased by 25% due to improved workflow and reduced switching downtime.
Real Case Study: African Infrastructure Supplier
An African supplier serving public housing projects adopted a compact dual-layer system to meet mixed-profile orders. By consolidating operations into one integrated production line, the company reduced manpower allocation and improved delivery flexibility while maintaining stable product quality.
4. Preventive Maintenance Strategy
Preventive maintenance is critical in developing markets where spare part supply chains may be slower:
Inspect roller wear every 500 working hours
Replace hydraulic oil every 6–8 months
Check gearbox lubrication monthly
Monitor vibration and operational noise regularly
Typical oversight: Ignoring minor vibration signals that may indicate bearing imbalance. Early intervention prevents shaft damage and unexpected shutdowns.
Conclusion
For manufacturers in developing countries, balancing investment cost with production flexibility is essential. The double layer roofing sheet roll forming machine offers a scalable and efficient solution by integrating two production capabilities into one compact system. With precise installation, disciplined switching procedures, and proactive maintenance planning, dual-layer technology delivers measurable improvements in productivity, space utilization, and return on investment.
SEO Keywords
double layer roofing sheet roll forming machine, double layer roll forming machine, roof panel making machine, roofing sheet production line, industrial roofing equipment, corrugated sheet forming machine, trapezoidal panel production system, hydraulic cutting unit, PLC controlled roll forming line, galvanized steel roofing machinery
Tags: double layer roofing sheet roll forming machine, double layer roll forming machine, roof panel making machine
READ MORE: