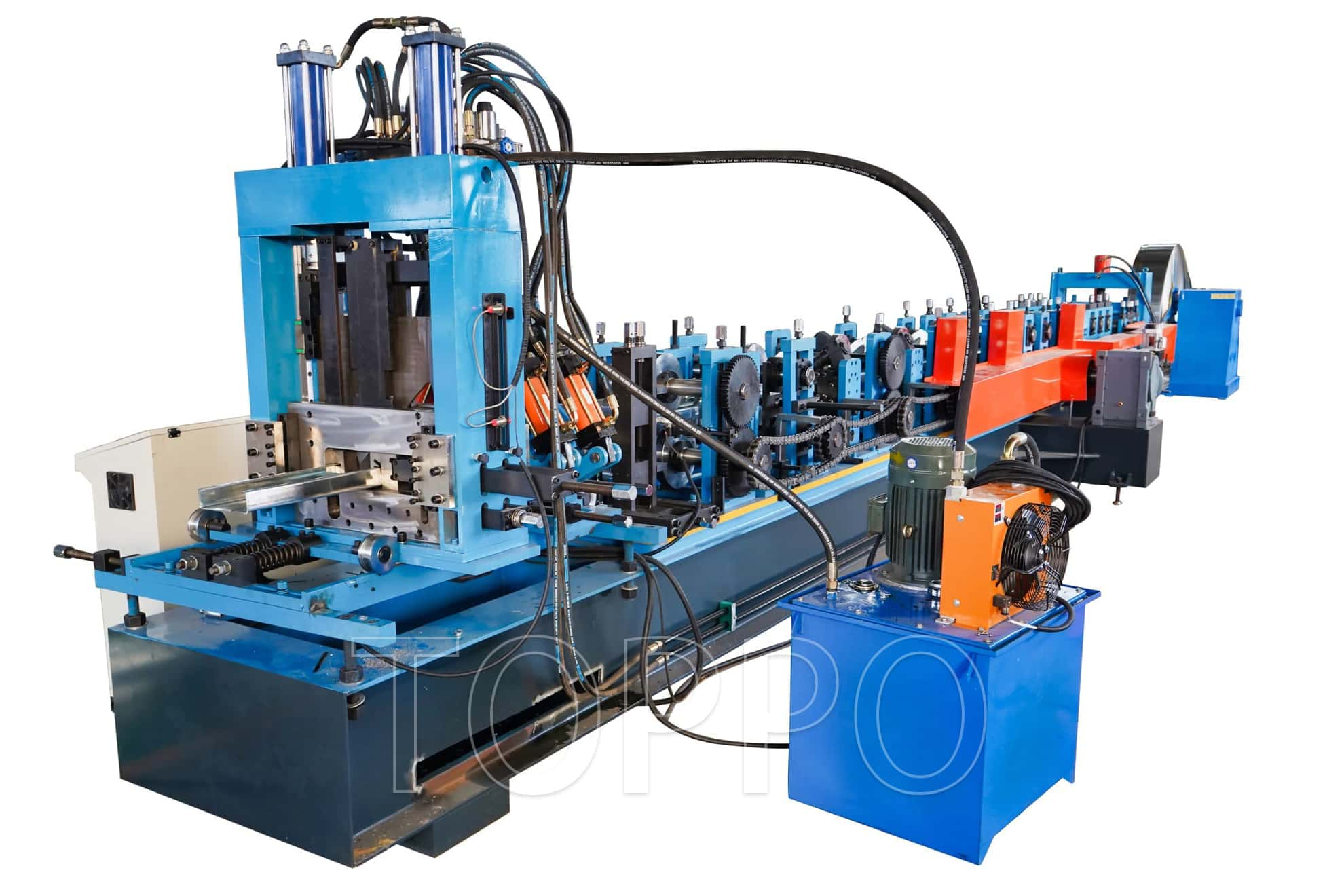
Performance-Focused Operating Blueprint for Double Layer Roofing Sheet Roll Forming Machines
In competitive metal roofing manufacturing, achieving stable output while handling multiple profile requirements is a constant challenge. The double layer roofing sheet roll forming machine has become a proven solution for factories seeking flexibility without expanding floor space. However, real performance depends on how well the machine is implemented and operated. This article delivers a performance-focused blueprint covering concrete implementation steps, operational precautions, frequent mistakes, and real factory cases.
Implementation Steps That Drive Consistent Performance
The first step is installation accuracy. The machine must be mounted on a reinforced and precisely leveled concrete foundation. In multiple factory audits, long-term profile inconsistency was linked to small leveling deviations during installation. Before electrical startup, technicians should verify roller alignment, shaft concentricity, and the tightness of all fastening components.
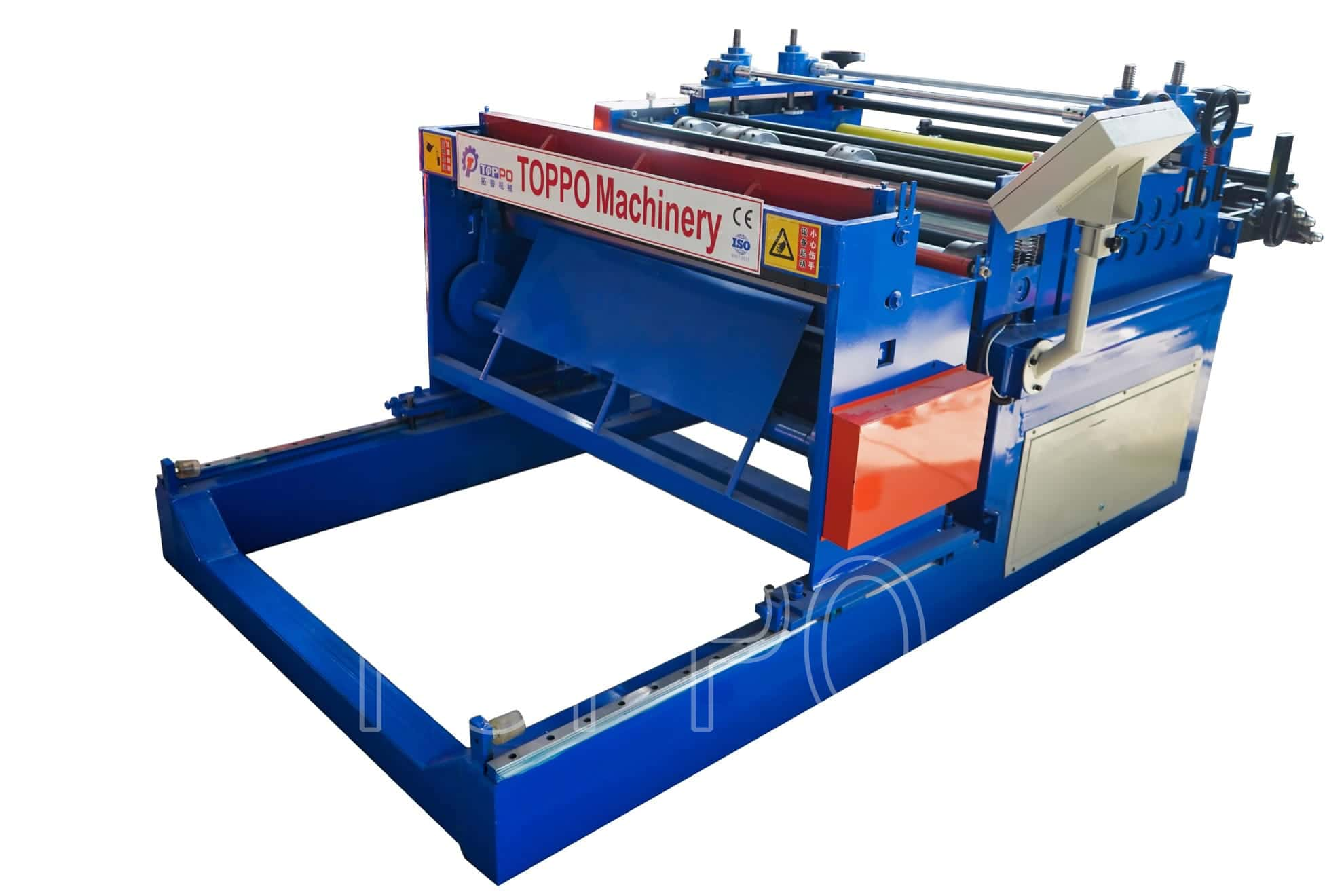
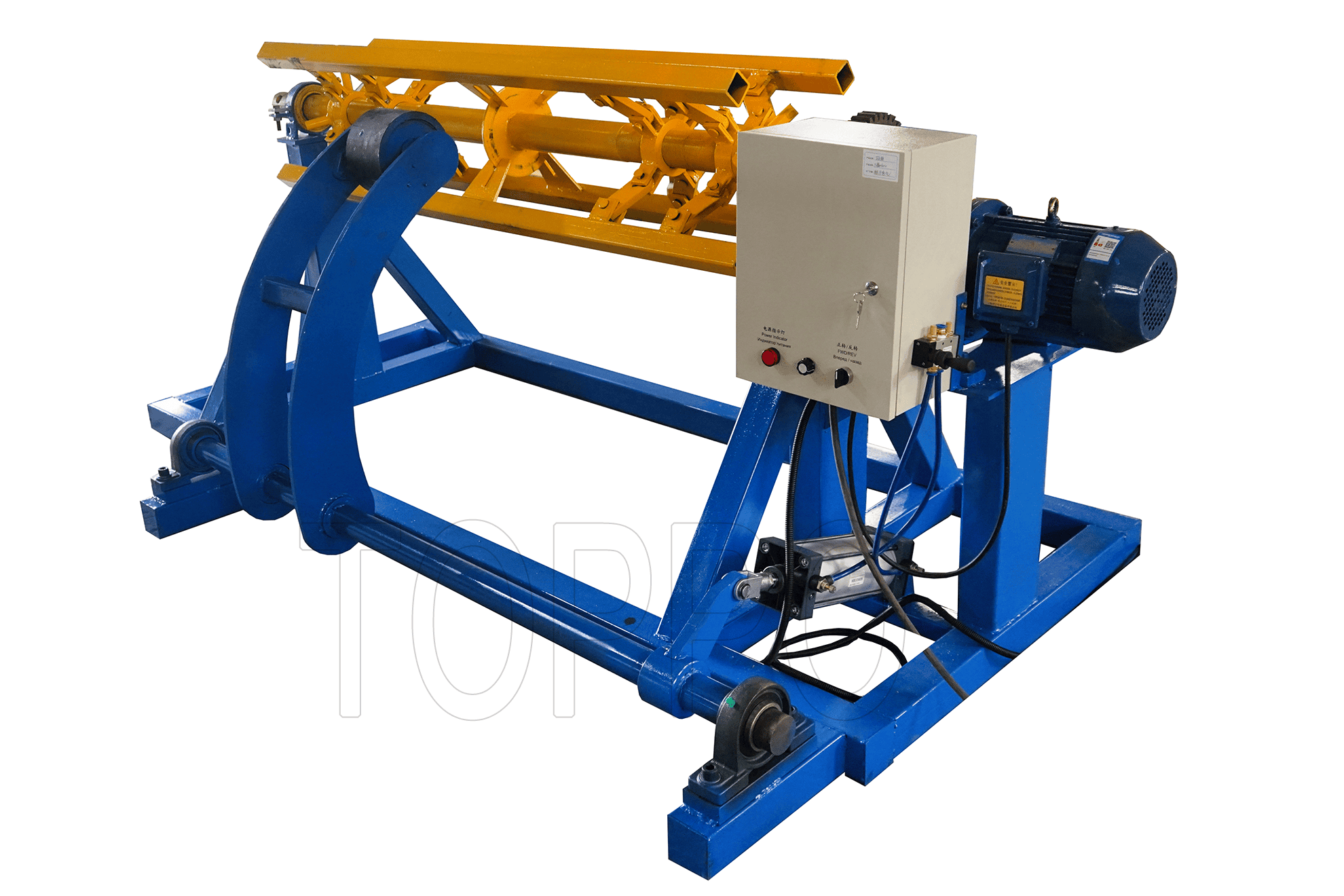
Raw material preparation is equally critical. Steel coils must match specified thickness and strength parameters. In daily production, many quality issues originate from inconsistent raw materials rather than mechanical failure. When setting up a roof panel making machine, experienced operators always inspect coating quality, edge straightness, and thickness tolerance before feeding material.
Key Operating Precautions on the Production Floor
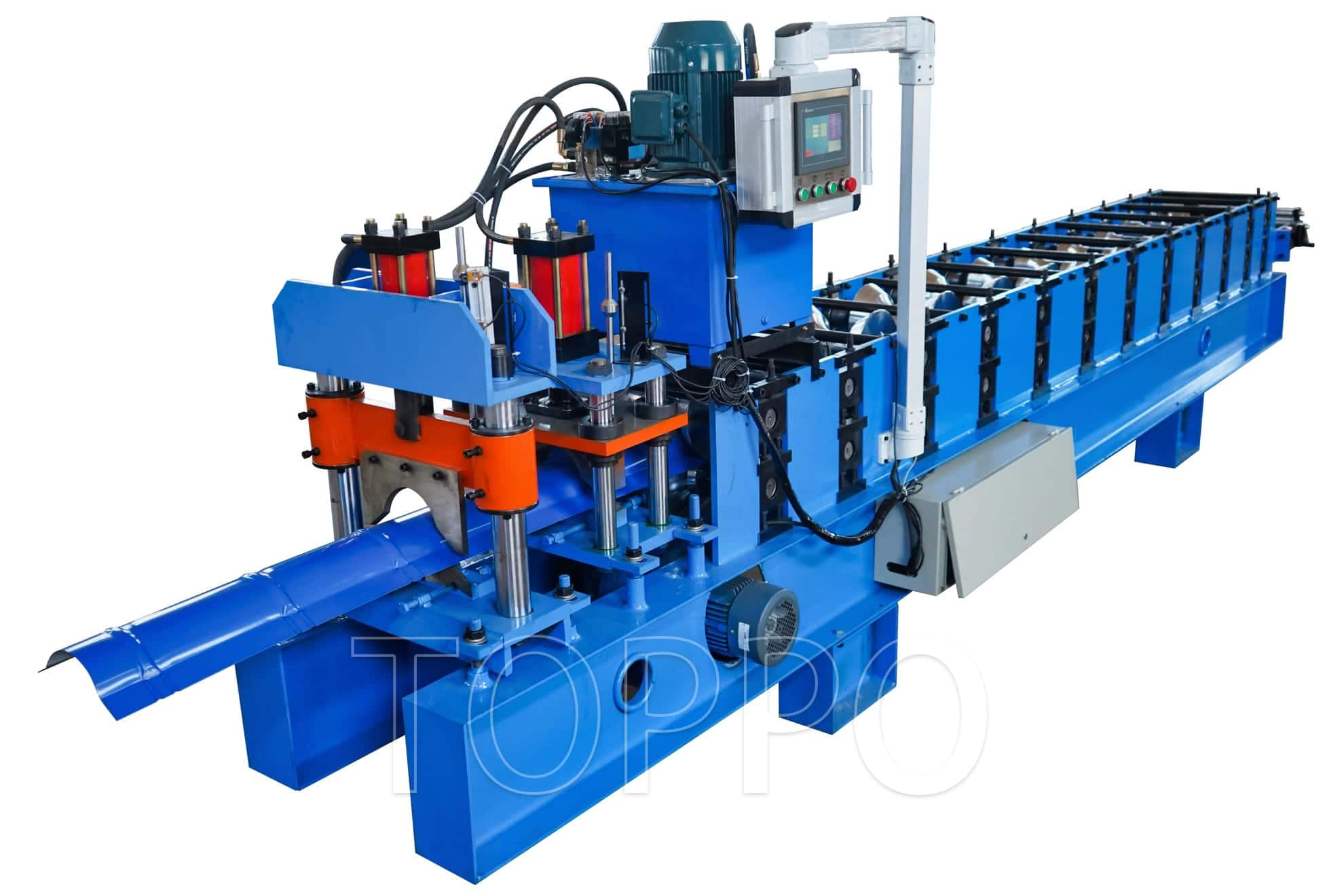
Speed control is a decisive factor in maintaining dimensional accuracy. A double layer roll forming machine allows fast profile switching, but operators must reduce speed during transitions. Sudden acceleration often results in cutting deviation, surface scratches, and unstable forming.
Preventive maintenance is another critical precaution. Bearings, chains, and drive systems must be inspected and lubricated on a fixed schedule. Factories that follow preventive maintenance plans consistently report lower downtime and longer equipment lifespan.
Common Mistakes That Limit Output Efficiency
Improper layer switching is one of the most frequent execution errors. Operators sometimes fail to fully lock the inactive layer, leading to vibration or roller interference. This issue often appears during early use of a double layer roofing sheet roll forming machine and can be avoided through standardized switching procedures.
Another recurring mistake is skipping cutting system recalibration. Each roofing profile has different cutting requirements, and neglecting recalibration results in length deviation and unnecessary material waste.
Real Factory Performance Case
A manufacturer supplying warehouse roofing systems consolidated two single-profile lines into one double layer roll forming machine. Initial production showed inconsistent accuracy due to insufficient operator training. After implementing standardized work instructions and retraining staff, production efficiency increased by more than 40%. When combined with a roof panel making machine, order changeover time was significantly reduced, improving delivery reliability.
Operational Takeaways
Consistent performance depends on precise installation, disciplined operation, and continuous maintenance. Real factory experience confirms that a double layer roofing sheet roll forming machine delivers maximum return only when supported by trained operators and standardized production control.
READ MORE: