Step-by-Step Operational Control and Real Case Insights for Double Layer Roofing Sheet Roll Forming Machine Projects
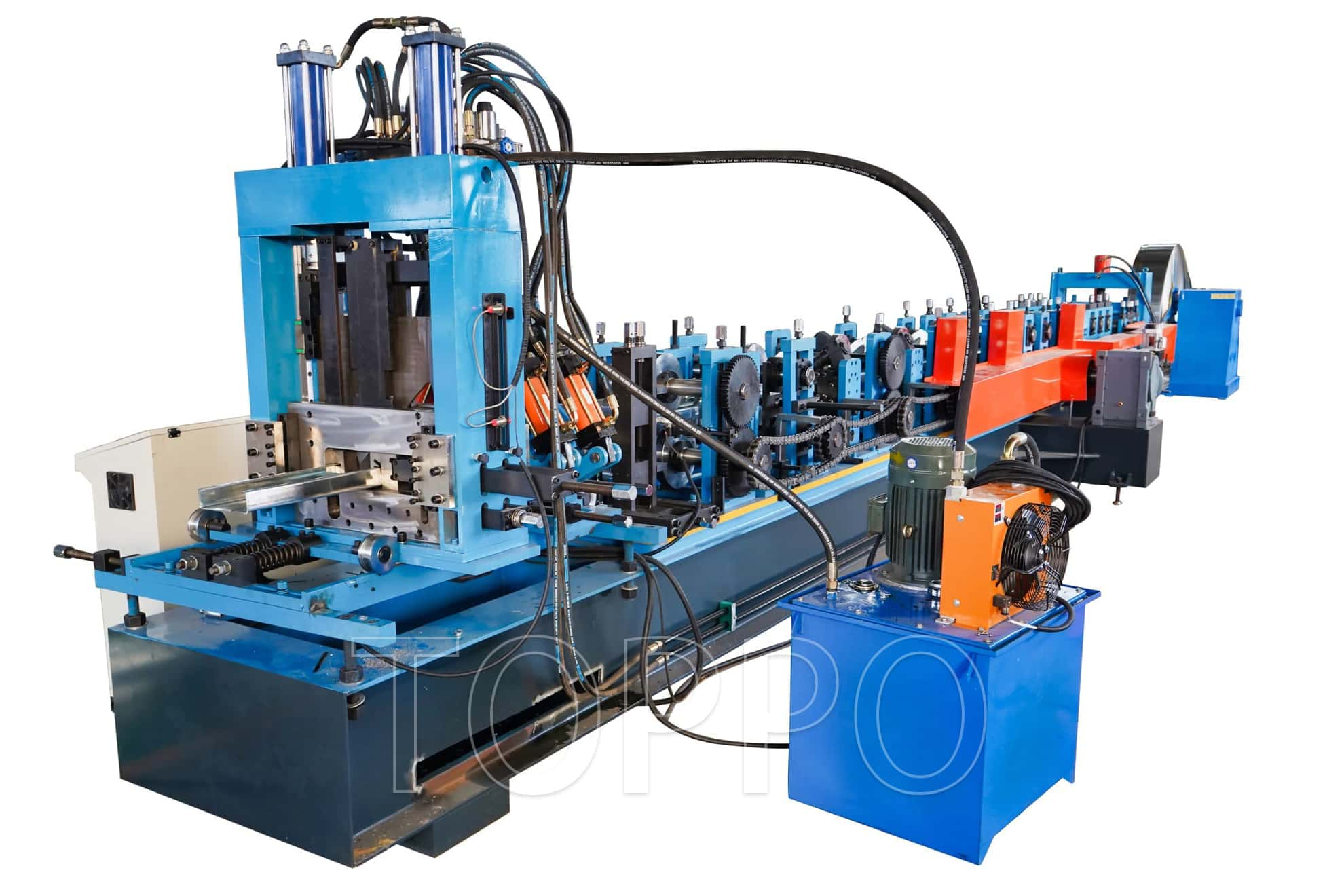
In the metal roofing manufacturing sector, many production problems are not caused by equipment limitations but by improper execution during installation and operation. The double layer roofing sheet roll forming machine is designed to increase production flexibility by allowing two roofing profiles to be formed on one line, but only disciplined operation can unlock its full potential.
This article provides a detailed explanation of practical implementation steps, critical precautions, frequently overlooked mistakes, and real factory cases. The focus is on hands-on experience and production-level execution.
Pre-Installation Planning and Process Definition
Before installing a double layer roofing sheet roll forming machine, manufacturers should clearly define profile drawings, steel thickness tolerance, and output targets. These parameters directly affect roller configuration, forming pressure, and cutting accuracy.
The workshop foundation must be flat and reinforced. In real projects, insufficient foundation preparation caused long-term alignment deviation, resulting in unstable profile dimensions and higher maintenance costs.
Installation and Initial Operation Control
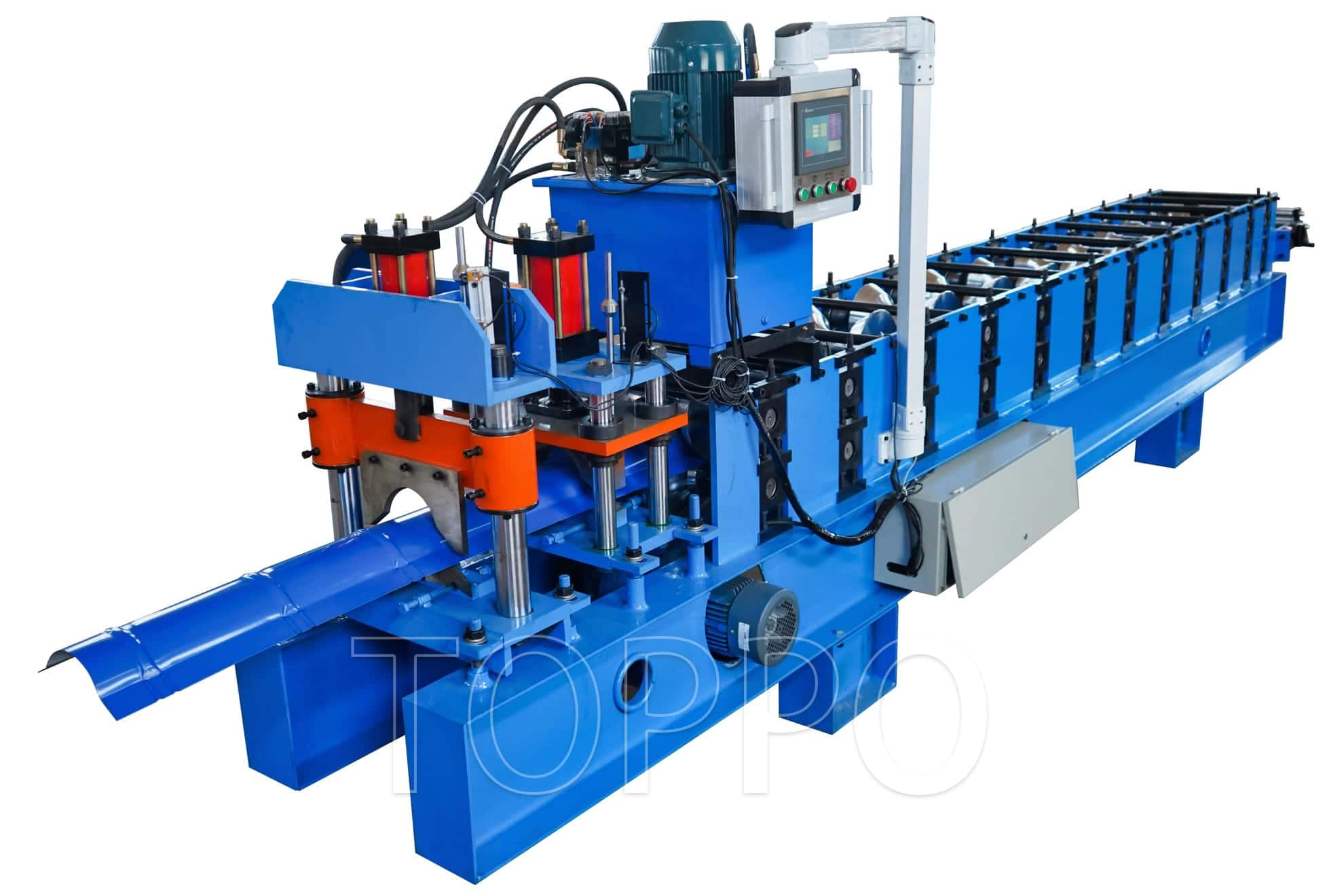
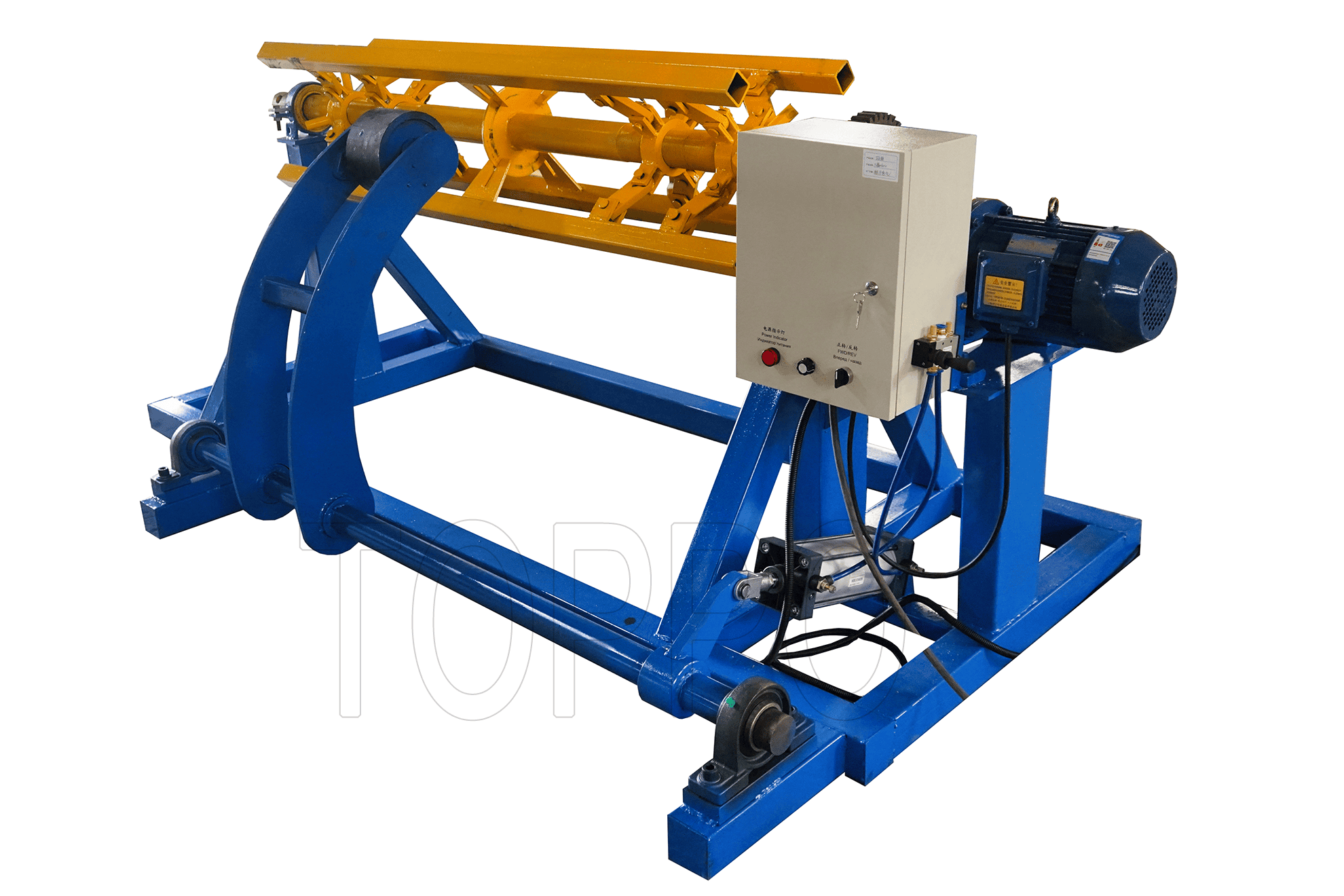
Installation starts with precise alignment of the decoiler, feeding table, and forming section. Straight-line accuracy across the production line ensures smooth material feeding and stable forming results. Electrical and hydraulic systems should be inspected carefully before startup.
Initial operation should always begin at low speed without steel coils. This allows operators to confirm motor direction, hydraulic cutting response, and control system logic. Trial production with material should be introduced gradually.
Key Precautions During Daily Production
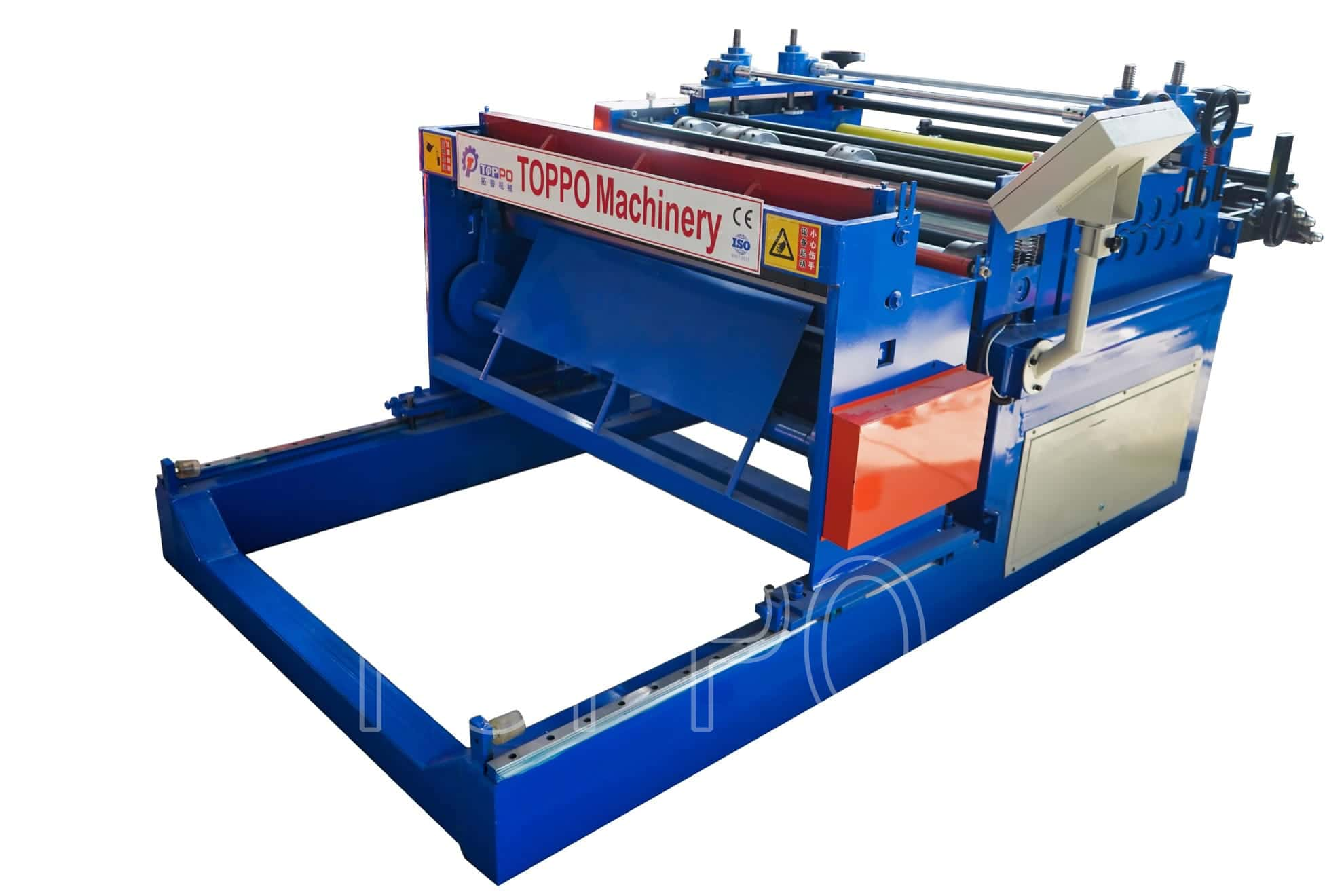
Raw material inspection plays a decisive role in final product quality. Steel coils with uneven thickness or surface contamination often cause scratches and deformation. This issue frequently occurs when a roof panel making machine is operated at high speed without strict material inspection standards.
Profile switching is another sensitive operation. For a double layer roll forming machine, operators must strictly follow the adjustment and locking sequence when switching between upper and lower profiles. Improper switching can result in roller damage and profile inconsistency.
Routine lubrication and inspection of bearings, chains, and fasteners should be performed regularly. These simple actions significantly reduce unexpected downtime.
Common Operational Mistakes and Their Impact
One common mistake is increasing production speed before forming stability is confirmed. In one factory case, excessive speed caused cutting length deviation and increased scrap rates.
Another frequent issue is insufficient operator training. Even advanced automation systems cannot compensate for incorrect parameter settings. Skilled operators are essential for stable operation of the roof panel making machine under varying production conditions.
Environmental factors such as dust accumulation, humidity, and unstable power supply are often underestimated, yet they directly affect sensor accuracy and electrical reliability.
Real Factory Case Experience
An African manufacturer installed a double layer roofing sheet roll forming machine to supply panels for industrial warehouses. During early production, profile height variation was reported. Investigation revealed inconsistent roller gap adjustment and irregular maintenance routines.
After implementing standardized adjustment procedures and enforcing a strict maintenance schedule, production stabilized and product quality improved significantly. This case highlights how disciplined execution enhances the performance of a double layer roll forming machine.
Conclusion
Stable operation of a double layer roofing sheet roll forming machine depends on careful planning, precise installation, disciplined execution, and continuous maintenance. By understanding key precautions, avoiding common mistakes, and learning from real factory cases, manufacturers can achieve reliable and efficient long-term production.
SEO Keywords: double layer roofing sheet roll forming machine, roof panel making machine, double layer roll forming machine, metal roofing machinery, roll forming production line, roofing panel equipment
READ MORE: