- Trapezoidal Machine
- Corrugated Machine
- Glazed Tile Machine
- Double Layer Machine
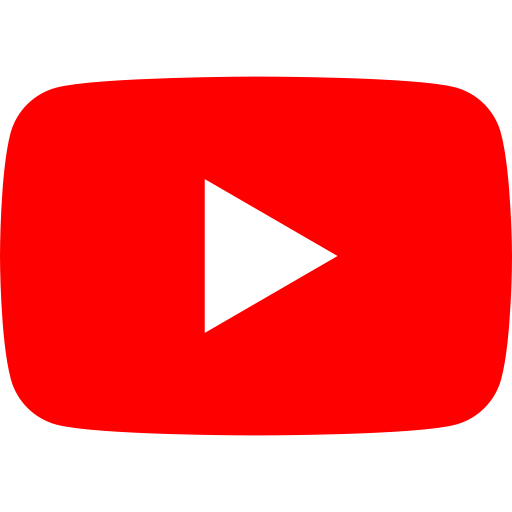
- CZU Purlin Machine
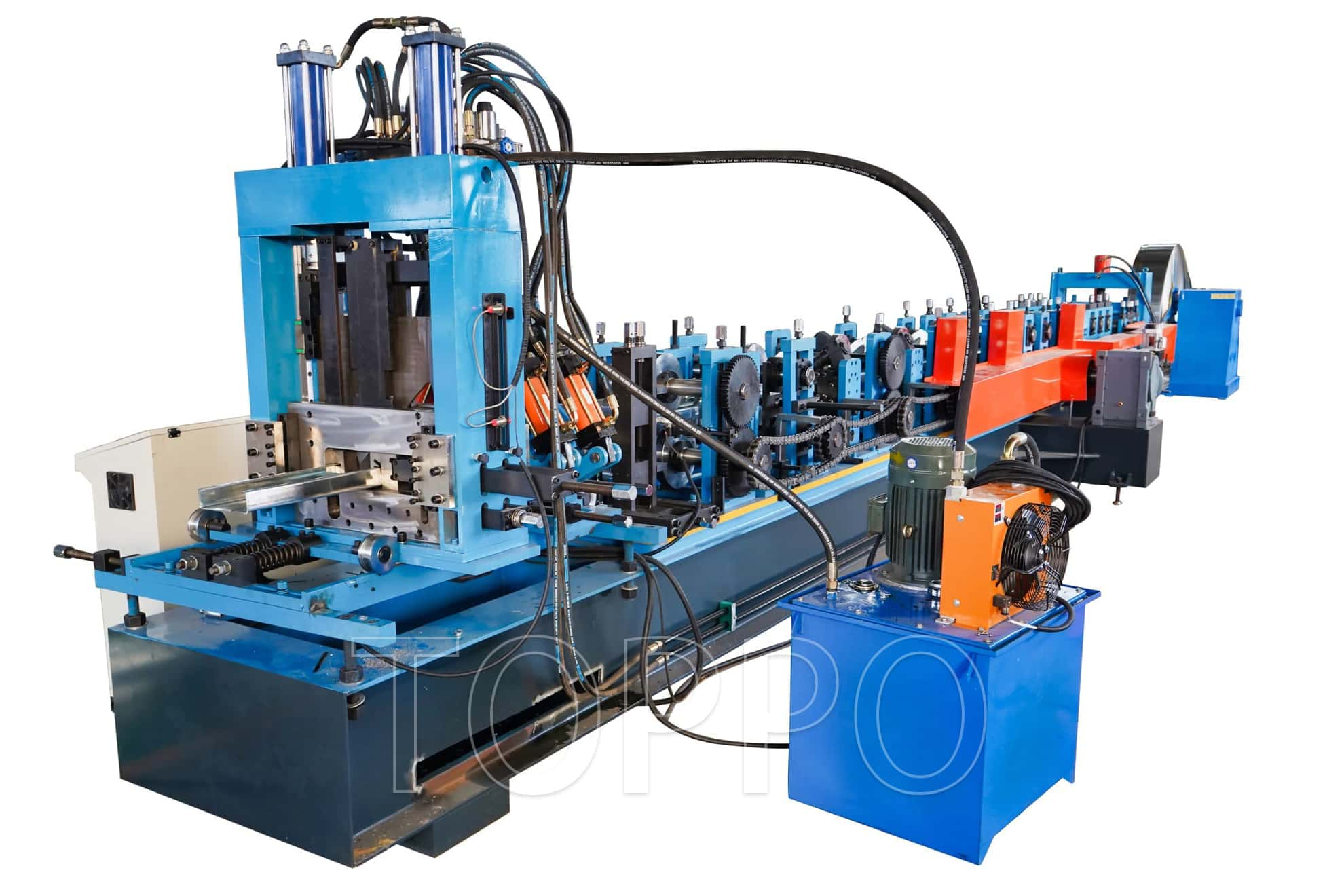
- Ridge Cap Machine
- Floor Decking Machine
- Rolling Door Machine
- Fence Machine
- Embossing Machine
- Standing Seam Machine
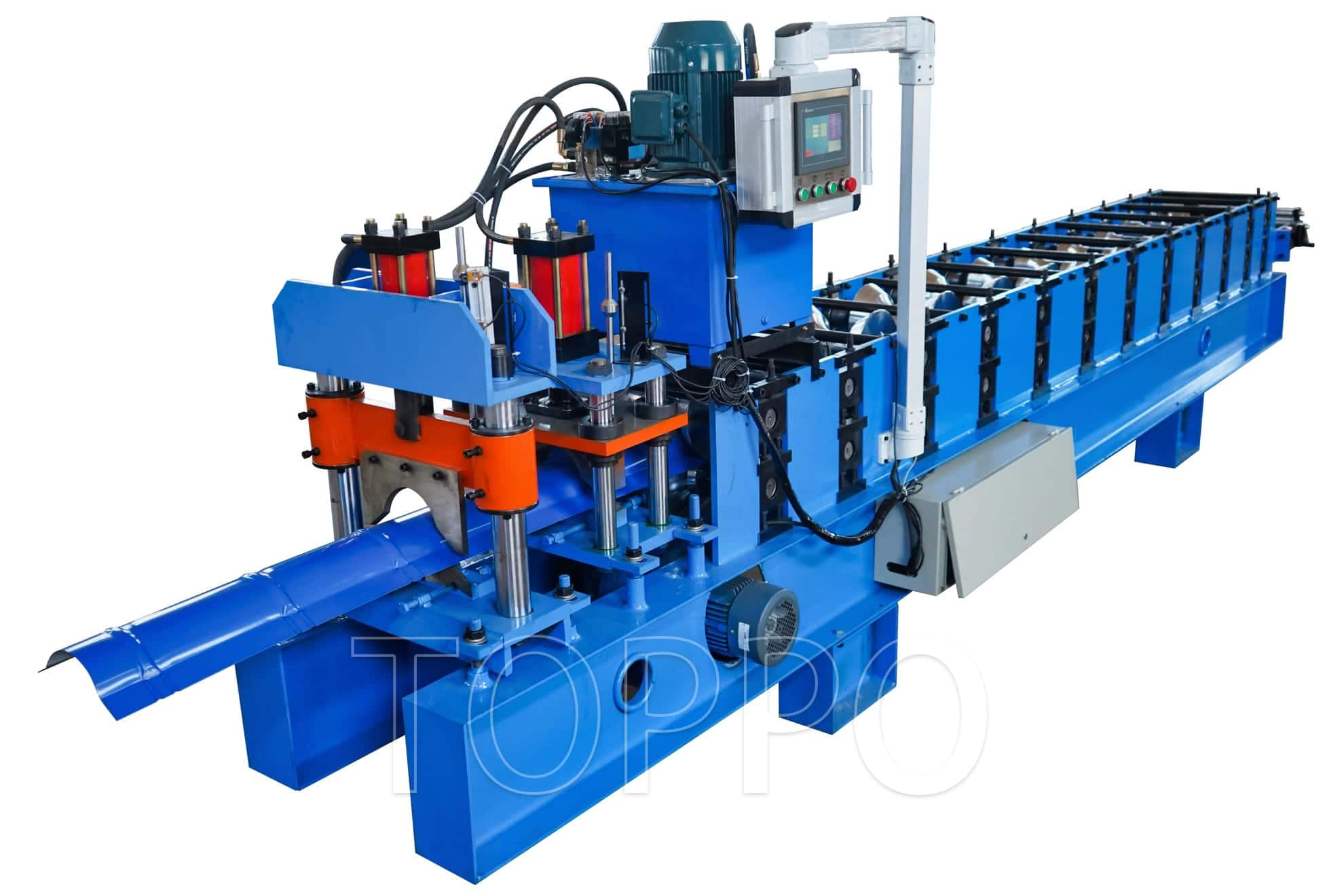
- Cut To Length And Slitting Line
- Guard Rail Machine
- Decoiler And Stacker
- Stud And Track Machine
- Gutter And DownPipe
- Curving Machine
- Cladding Panel Machine
- Corollary Equipment











Why Modern Roll Forming Outperforms Traditional Methods in Roofing Sheet Manufacturing
Choosing between a continuous roll forming line and traditional fabrication methods is a strategic decision for any manufacturer involved in roof panel production. Many factories begin with older, fragmented processes because they appear flexible and require lower initial investment. However, once production volume rises, quality expectations become stricter, and labor efficiency starts to matter more, traditional methods often reveal their limitations. In these circumstances, a properly engineered roofing sheet making machine becomes a decisive advantage rather than an optional upgrade.
Traditional methods usually involve multiple disconnected operations such as manual feeding, staged bending, separate cutting, intermittent handling, and repeated repositioning of the material. This approach can work for custom jobs or limited output, but it is difficult to maintain consistency across long production runs. A continuous roofing sheet making machine solves that problem by integrating forming operations into a stable, repeatable flow. The result is not only faster production but also tighter dimensional control and lower risk of human error.
Core Comparison: Efficiency, Quality, and Scalability
The strongest case for roll forming is efficiency. In a traditional process, every pause between operations consumes labor time and introduces variability. Operators must move sheets, realign them, verify measurements, and correct deviations manually. A continuous line minimizes those interruptions. Once the system is calibrated, the material moves through the tooling with controlled pressure and stable geometry, which helps the roofing sheet making machine deliver repeatable panel output hour after hour.
Quality is another major differentiator. Roofing sheets must meet practical installation requirements, including accurate profile shape, reliable overlap performance, and clean finished edges. Inconsistent profiles cause issues not only during production but also during installation on site. Misaligned ribs, improper width, or distorted ends can increase waste and reduce customer trust. With traditional processing, these defects are more likely because every stage creates another opportunity for deviation. Roll forming reduces those opportunities by locking the profile into a controlled sequence.
This advantage becomes even more important with coated or decorative materials. A Color Coated sheet machine is designed to process painted sheets with greater surface protection than rougher manual workflows. Roofing products used in commercial and residential projects are often judged by appearance as well as function. Surface scratches, friction marks, or coating damage can turn an otherwise usable sheet into a rejected product. That is why many manufacturers favor a Color Coated sheet machine when handling premium painted steel.
Step-by-Step Implementation for Better Results
Step 1: Evaluate Production Goals
The first step is to define what the factory truly needs. Clarify annual volume, shift structure, profile types, thickness range, coil specification, and target markets. A line serving export-grade architectural roofing may need stricter tolerance control than one producing basic industrial cladding. Equipment selection should follow application requirements, not the other way around.
Step 2: Confirm Material Compatibility
Different sheet materials behave differently under forming pressure. Yield strength, coating type, and thickness all affect the forming result. If the factory focuses on painted roofing products, a PrePainted Color Coated Sheet metal cold roofing sheet making machine is a more suitable choice because it can be configured to protect the coating while maintaining the required profile shape. This setup typically benefits from polished rollers, stable side guiding, and smoother feeding control.
Step 3: Design the Production Flow Around the Machine
A line is only as efficient as the system around it. Coil loading, entry support, sheet guiding, cutting, stacking, and packaging must be planned together. One common mistake is purchasing a capable forming line without sufficient downstream support, which leads to finished-sheet collisions, operator congestion, and avoidable product damage.
Step 4: Conduct Controlled Trial Runs
Before full production starts, trial coils should be processed under realistic settings. During this stage, check profile dimensions, sheet length accuracy, cut finish, rib symmetry, and coating condition. For a PrePainted Color Coated Sheet metal cold roofing sheet making machine, the inspection must include visual surface quality at every stage, especially after high-contact forming stations and cutting points.
Step 5: Standardize Operating Procedures
The best equipment still depends on disciplined execution. Create standard operating procedures for startup, shutdown, emergency stops, lubrication, roll cleaning, scrap removal, and inspection intervals. Operators should know exactly what to check before, during, and after every production run.
Critical Precautions That Should Never Be Ignored
First, keep coil alignment under control from the very beginning. If the material enters the line off-center, the profile may drift progressively and the final sheets can fail dimensional checks. Second, manage speed carefully. Excessive speed may cause vibration, unstable cutting, and surface marking, especially on prepainted materials. Third, maintain roller condition. Dirty or damaged rollers can imprint the surface and reduce product quality quickly.
A second group of precautions relates to quality monitoring. Measure output regularly instead of assuming that a stable line will stay stable forever. Wear, temperature shifts, and material changes can slowly alter the result. This is one reason a Color Coated sheet machine should be paired with routine inspection rather than treated as a fully hands-off solution. The machine improves consistency, but process discipline preserves it.
Finally, manufacturers working with decorative metal should make sure that the PrePainted Color Coated Sheet metal cold roofing sheet making machine is supported by proper handling tables, protective stacking methods, and trained operators who understand coating sensitivity. When these details are respected, the line can deliver high-value roofing sheets with fewer rejects and stronger customer satisfaction.
Conclusion
For small custom batches, traditional methods may still be acceptable. But for manufacturers seeking higher output, stronger consistency, lower labor dependency, and better quality control, modern roll forming is generally the better solution. It offers a more stable path from coil to finished roof panel and supports growth without sacrificing process control. In most commercial production settings, that makes advanced roll forming the more competitive choice.
READ MORE: