Workforce-Training Execution Guide with Practical Factory Cases for Double Layer Roofing Sheet Roll Forming Machines
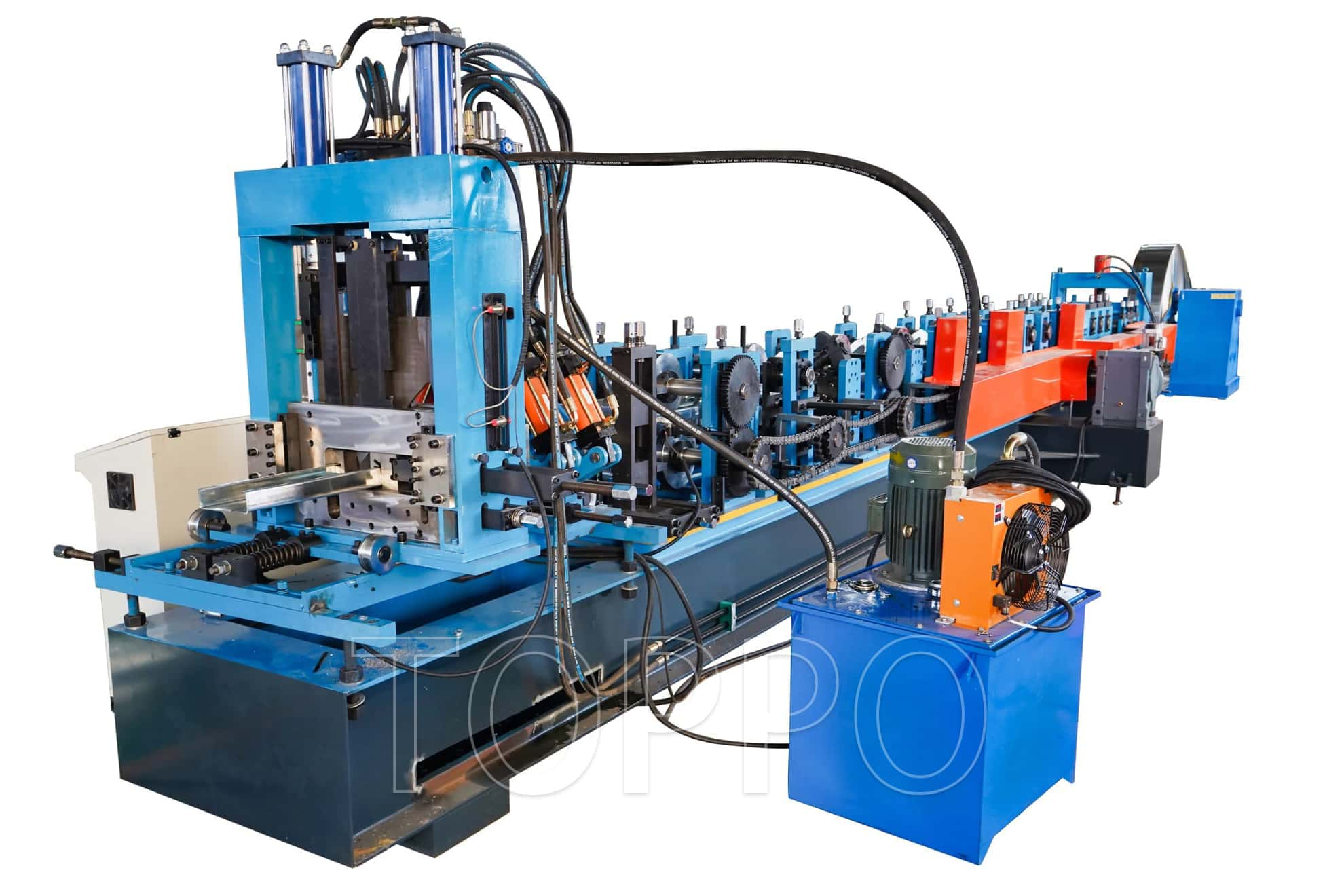
In metal roofing production, equipment capability alone cannot guarantee stable output. Operator skill and execution discipline play a decisive role, especially when using a double layer roofing sheet roll forming machine. Many production issues originate from insufficient training rather than machine defects. This article delivers a workforce-training focused execution guide covering concrete implementation steps, operating precautions, common mistakes, and real factory cases.
Implementation Steps That Build Skilled Operation
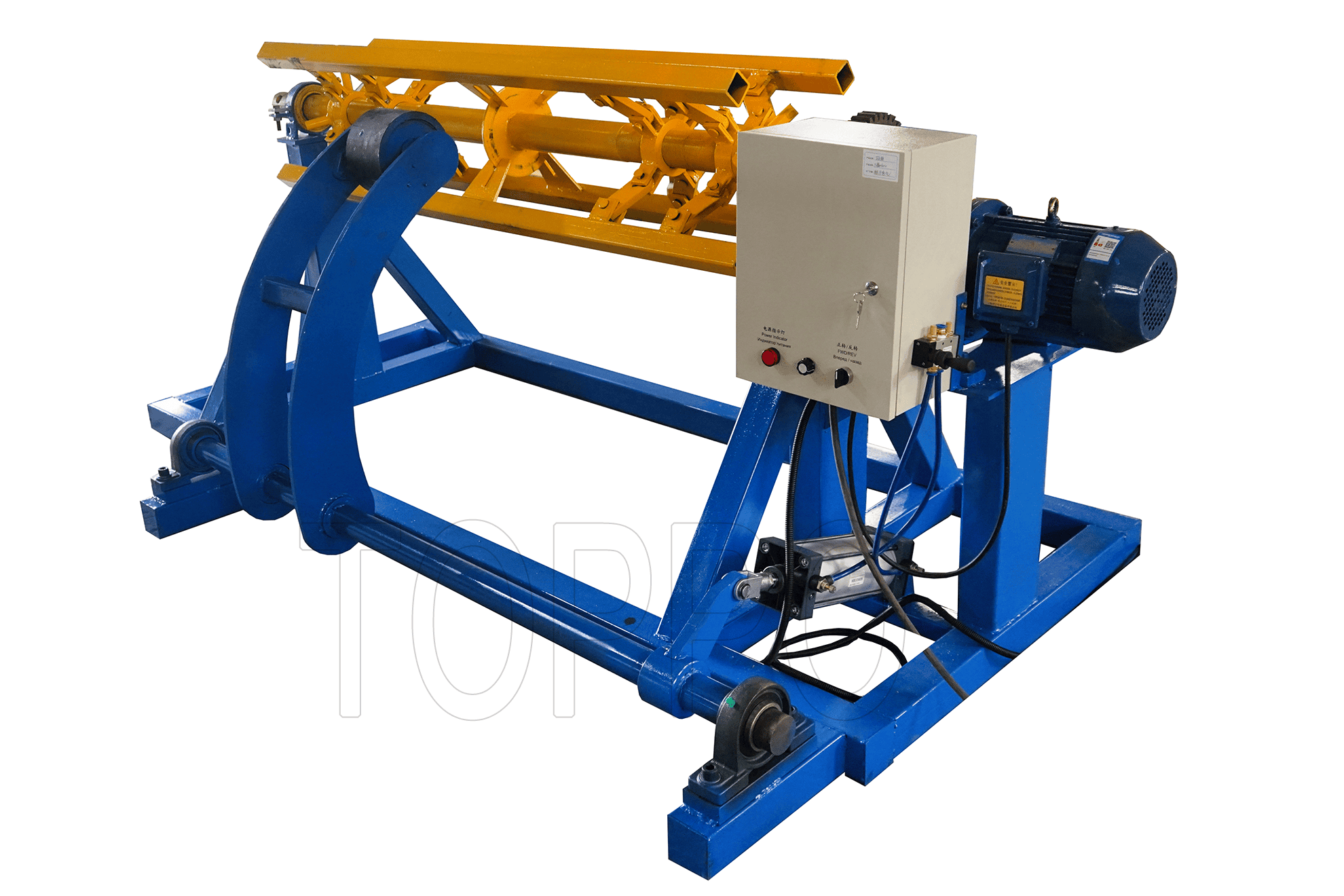
The first step is standardized installation verification and onboarding training. Before operators begin production, the machine must be installed on a reinforced concrete base with accurate alignment. In real factories, repeated operator errors were often traced back to unclear understanding of machine setup. Training should include roller alignment basics, shaft structure, and safety zones.
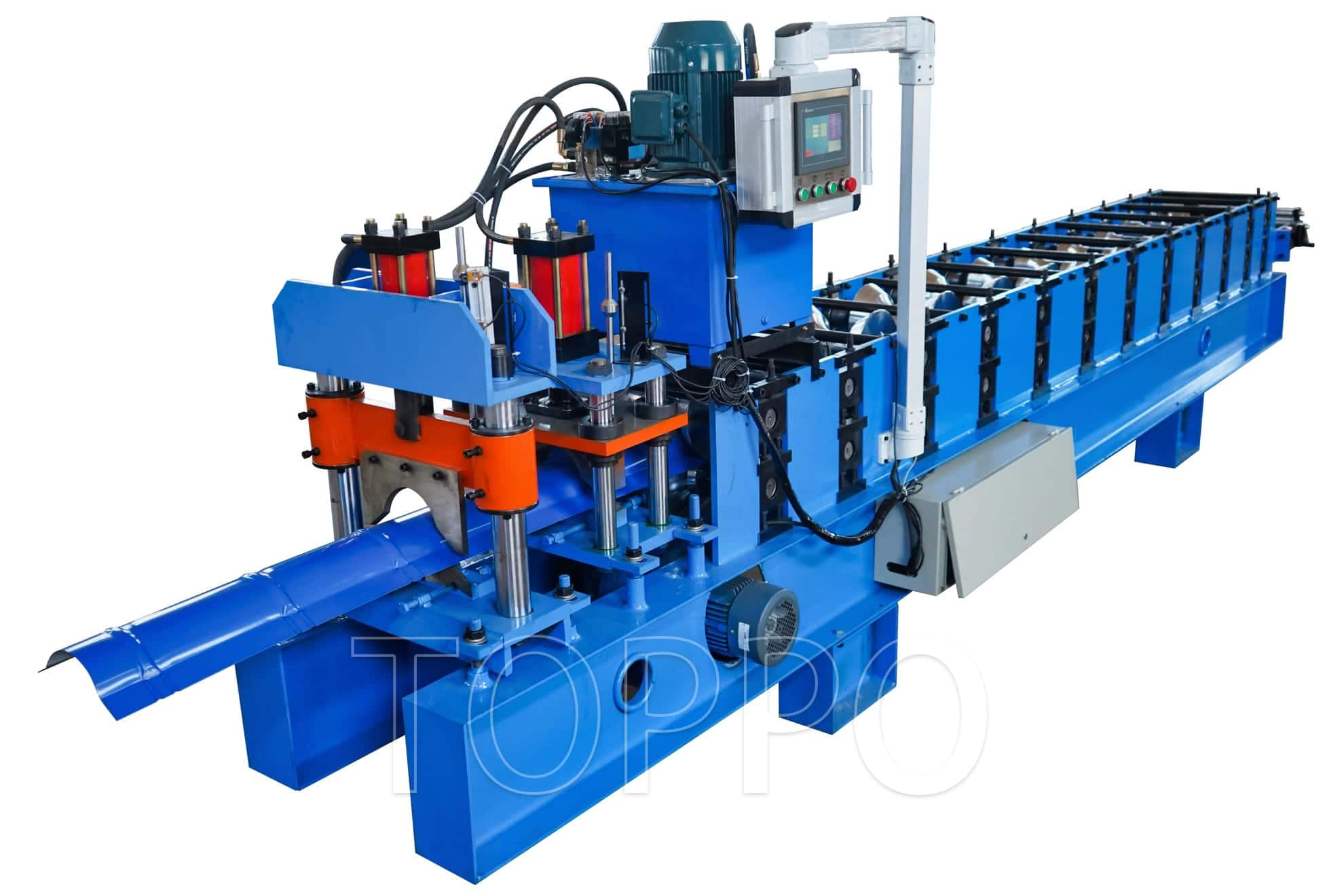
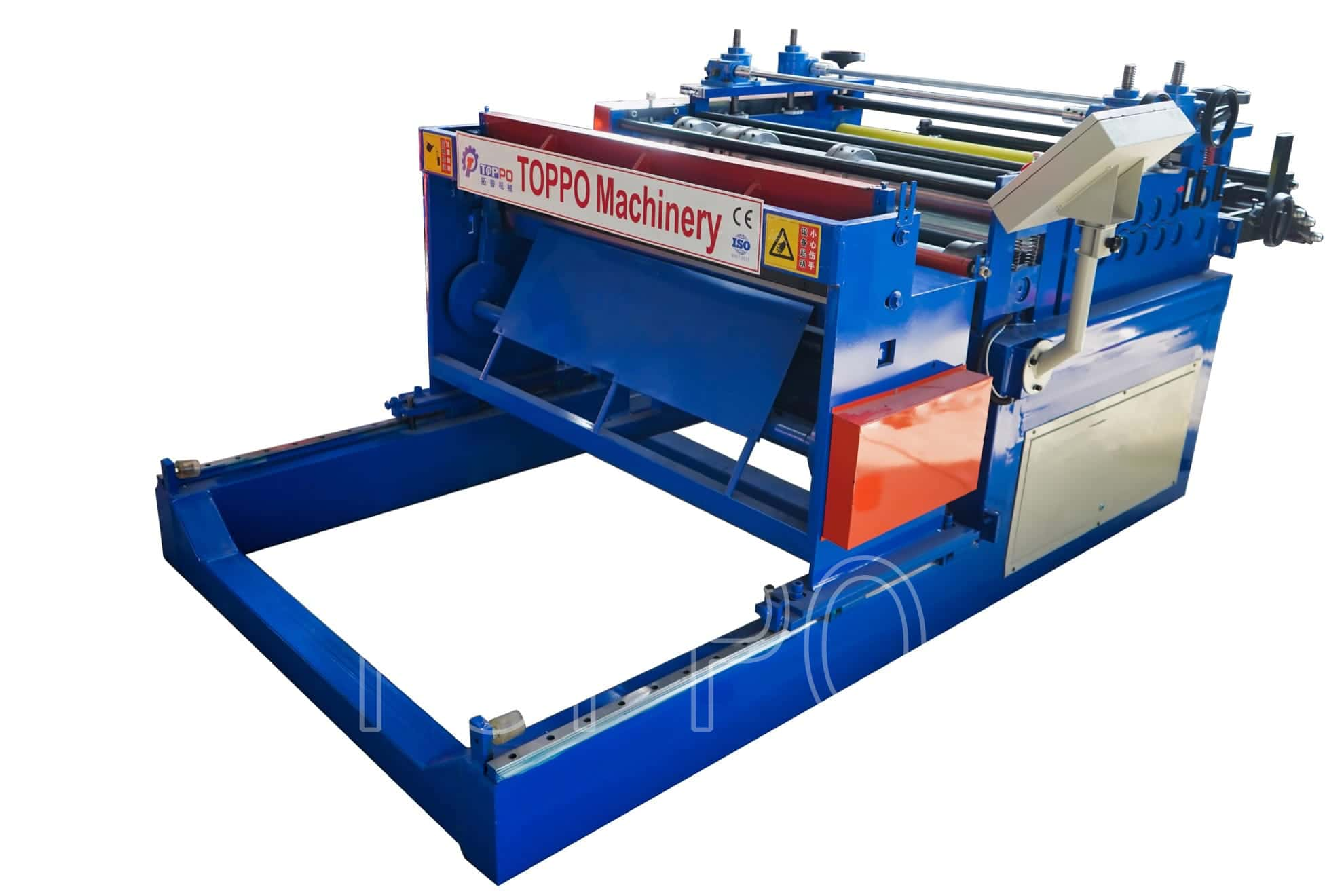
Material knowledge is equally critical. Steel coils must meet defined thickness and mechanical strength standards. When operators understand material behavior, error rates drop significantly. During training on a roof panel making machine, experienced supervisors always demonstrate how to inspect coating quality, edge straightness, and thickness tolerance before feeding material.
Key Operating Precautions to Teach Operators
Speed regulation must be emphasized during training. A double layer roll forming machine supports profile switching, but operators should be trained to reduce speed during transitions. Sudden acceleration is a common beginner mistake that leads to cutting deviation and surface damage.
Routine inspection habits should be standardized. Operators must learn to monitor bearing noise, chain tension, and lubrication points. Factories that combine training with daily inspection checklists achieve more stable production.
Common Operator Mistakes to Correct Early
Improper layer switching is one of the most frequent operator errors. New operators often forget to fully lock the inactive layer, causing vibration or roller interference. This issue commonly occurs during early operation of a double layer roofing sheet roll forming machine and should be addressed through hands-on training and supervision.
Another common mistake is skipping cutting system recalibration. Operators may assume previous settings are suitable, leading to length deviation and scrap.
Real Factory Training Case
A manufacturer supplying commercial roofing projects invested in a new double layer roll forming machine but faced high scrap rates during the first months. After implementing a structured training program and assigning experienced mentors, scrap rates dropped by more than 40%. When combined with a roof panel making machine, the factory achieved stable output across multiple shifts.
Practical Conclusions
Effective workforce training depends on clear procedures, hands-on practice, and continuous supervision. Real factory experience confirms that a double layer roofing sheet roll forming machine delivers consistent results only when supported by trained operators and standardized execution.
READ MORE: